
en automatiseret arm renser elektrokemisk for at sikre fuldstændig passivering langs en svejsning i rustfrit stål.
i verden af rustfrit stål fabrikation, bør rustfrit stål betyde netop det—rustfrit. Alligevel er det ikke usædvanligt, at fabrikanter klager over udseendet af rust efter idriftsættelse eller installation af komponenter. Disse reparationer på stedet kan være dyre. For kunder kan det betyde hovedpine og dyre forsinkelser., Rust er dårligt for erhvervslivet, hvorfor passivering er vigtig. I Kemi og teknik, passivering henviser til et materiale, der bliver passivt, eller mindre påvirket af miljøet.
Hvad gør rustfrit stål rustfrit? I et ord, chrome. Rustfrit stål er en legering af jern med mindst 10,5 procent krom. Chrom producerer et tyndt lag o .id på overfladen af stålet—det “passive” lag—der forhindrer overfladekorrosion.
passivering er en væsentlig proces i fremstilling og kvalitetssikring af forskellige kvaliteter af rustfrit stål., Det begynder umiddelbart efter, at overfladeforureninger er helt fjernet. I rustfrit stål tager det typisk 24 Til 48 timer at opnå et ensartet og stabilt passivt lag, men passivering kan kun forekomme under visse forhold. Det er ikke ualmindeligt, at det passive o .idlag af rustfrit stål opretholder skader gennem et hvilket som helst antal mekaniske, Industrielle og miljømæssige processer. Dette er grunden til passivering er det sidste trin i rustfrit stål dele fremstilling.
hvad kunne gå galt?
rustfrit adskiller sig fra kulstofstål med den mængde krom, der er til stede., Ubeskyttet kulstofstål ruster, når det udsættes for luft og fugt. Denne jerno .idfilm (rust) er “aktiv” og fremskynder korrosion ved at gøre det lettere for mere jerno .id at danne.
rustfrit stål indeholder nok chrom til at gennemgå passivering ved at danne en inert film af Chromo .id på overfladen. Men passivering forekommer kun, hvis andelen af krom er høj nok og ilt er til stede.
forøgelse af mængden af krom øger korrosionsbestandigheden. Rustfrit stål indeholder også forskellige mængder kulstof, silicium og mangan., Tilføjet elementer såsom nikkel og molybdæn kan give andre nyttige egenskaber som forbedret formbarhed og øget korrosionsbestandighed.
nogle metaller som guld og titanium er selvkørende. Eksponerede overfladeatomer reagerer let med ilt i omgivende luft for at danne et stabilt lag af passivt metalo .id. Men hvis stålværktøjer bruges på sådanne metaller, kan spormængder af frit jern (jernmateriale) efterlades på overfladen, og jernet vil korrodere. Det samme gælder for rustfrit stål.
for at passivere skal overflader af rustfrit stål være fri for forurenende stoffer som frit jern., En ren overflade tillader krom at reagere med ilt i den omgivende luft til at danne en inert, eller passiv, lag af Chromo .id på metalets overflade. Chromo .idmikrobelægningen fungerer som en barriere mellem den jerntætte legering og den omgivende luft.
rengøring for at muliggøre passivering
svejsning skaber en varmepåvirket zoneone og varmefarve, hvor legeringsstrukturen af rustfrit stål ændres. Varmefarve er en fortykkelse af det naturligt forekommende o .idlag på overfladen af rustfrit stål., Da der dannes varmefarver på rustfrit stål, trækkes chrom fra under overfladen af metallet for at danne et kromrigt o .idoverfladelag.
dette efterlader metallet lige under overfladen med et lavere kromniveau, hvilket kan påvirke korrosionsbestandigheden negativt. Varmefarve er en alvorlig forurening, der skal fjernes fra overfladen, ikke kun af æstetiske grunde, men også for at tillade rustfrit stål at passivere selv.,

En tekniker elektrokemisk renser en omkreds svejse fælles om en rullet del af rustfrit stål for at sikre fuldstændig passivering opstår.
sandblæsning fjerner varmefarve, men integrerer forurenende stoffer i rustfrit stål. Slibning, selv om en effektiv metode til at fjerne varmefarve, efterlader spor af frit jern, hvilket forårsager pitting og korrosion. Eliminering af frit jern kræver en kemisk behandling med hårde syrer.
Der findes flere rengøringsmetoder for at muliggøre passivering., Men på grund af sikkerheds -, budgetmæssige og miljømæssige begrænsninger er ikke alle egnede til fabrikanter. Metoder omfatter behandling af materiale med syreopløsninger, herunder betningspastaer og geler, som renser metaloverfladen af frijernsforurenende stoffer. Bemærk, at disse pastaer har syrer, der kan være farlige for miljøet og operatøren.
en anden metode indebærer elektrokemisk rengøring og polering. Denne proces fjerner varmefarve og andre forurenende stoffer, herunder mere jern og nikkel, hvilket efterlader overflader, der er rige på krom., Elektropolering angriber toppe og runder dale på materialeoverflader og hæver andelen af krom ved overfladen. Teknikken har en stor effekt på rustfrit stål optrædener, stigende glans og lysstyrke, mens kun ændre målte ruhed med omkring 30 procent.
nogle svejserensnings-og poleringssystemer bruger syrer af fødevarekvalitet og elektricitet til at fjerne varmefarve og kan opnå kemisk passivering på dele af rustfrit stål, som defineret af ASTM International.,
validering af Passiverings-og testmetoder
vigtigheden af validering af passiveringen af overflader af rustfrit stål kan ikke overvurderes. Umuligt at opdage med det blotte øje, passivering indikerer, at der findes et beskyttende lag af Chromo .id på en rustfri ståloverflade. Det er den væsentlige ingrediens, der garanterer rustfrit stål vil modstå korrosion.
så hvordan sikrer en fabrikator, at rustfrit stål faktisk er fuldt passiveret? Der findes en række tests, og ASTM International beskriver bedste praksis i sine standarder., Specifikt beskriver ASTM A380-standarden bedste praksis for rengøring, afkalkning og passivering af rustfrit ståldele, udstyr og systemer. ASTM a967-standarden beskriver test med acceptkriterier for at demonstrere, at passiveringsprocedurer har været vellykkede.
en række tests for passivering følger. Ved dog, at ikke alle disse tests er egnede til alle kvaliteter af rustfrit stål.
Vanddypningstest. Vanddypningstesten registrerer anodisk overfladeforurening, herunder frit jern, på rustfrit stål., Testen udsætter passiverede komponenter for destilleret vand i intervaller på en time nedsænket i vand og en time uden at være nedsænket i mindst 24 timer.
selvom vand er let tilgængeligt, kan adgang til specialiserede nedsænkningskamre kræve en betydelig kapitalinvestering. Vandet skal være rent, destilleret og fri for kemikalier, hvilket kan kræve dyre VVS. Utilstrækkelig VVS kan fejlagtigt indikere sporjern på testede overflader. Fejlbehæftede komponenter kræver omarbejdning og yderligere dekontaminering., Og for at overholde ASTM-standarden skal testcyklussen være mindst 24 timer.
salt Spray Test. Salt spray test er en accelereret laboratorietest, der giver et kontrolleret ætsende miljø for at bestemme korrosionsbestandigheden af rustfrit stål. Det udsætter komponenter til en salt spray (tåge) løsning på 5 procent natriumchlorid i et testkammer opvarmet til 95 grader F. testens varighed er kort, så det er ikke ideelt for vurdering af den adfærd af et materiale, især rustfrit stål, som er udsat for korrosive elementer i et naturligt miljø.,
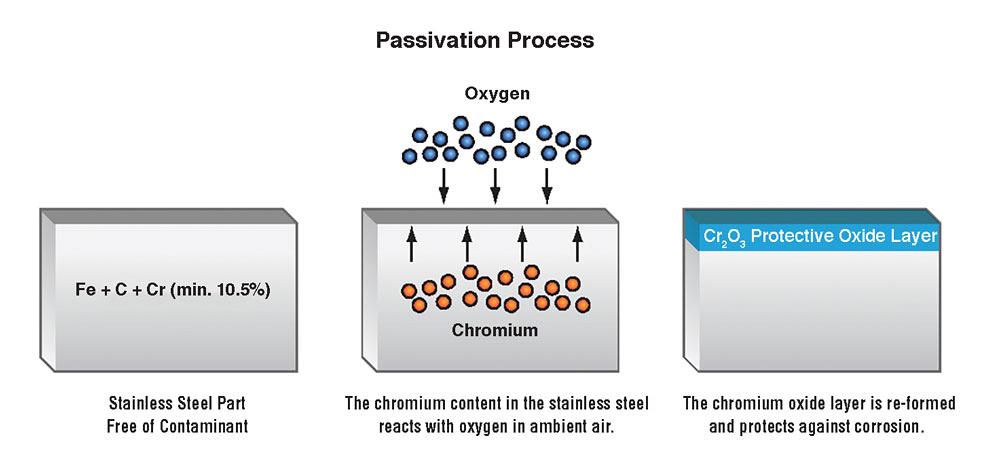
passivering tillader rustfrit stål at danne et beskyttende o .idlag på materialets overflade.
testen er også af begrænset anvendelse, når man sammenligner korrosionsbestandigheden af forskellige rustfrie stålkvaliteter, såsom når man fastlægger en rangordning eller kvantificerer forskellene i korrosionsbestandighed. Testens korrosionsbetingelser er faste og kan ikke justeres for den specifikke korrosionsbestandighed for visse kvaliteter.,
testen kræver specialiseret laboratorieudstyr, der inkluderer et fugtkammer, som kan være uegnet til store komponenter i rustfrit stål. Desuden kræver mislykkede komponenter omarbejdning og yderligere dekontaminering.
Test med høj luftfugtighed. Testen med høj luftfugtighed registrerer frit jern eller andre anodiske overfladeforureninger på rustfrit stål. Det udføres i et fugtighedsskab, der er i stand til at opretholde 97 (3 3) procent fugtighed ved 100 (5 5) grader F i mindst 24 timer.
prøven er acceptabel, hvis der ikke er tegn på rustpletter eller anden korrosion., For at overholde ASTM-standarder skal komponenter nedsænkes i acetone eller methylalkohol og tørres derefter i en inert atmosfære eller udtørret beholder.
denne test kræver også specialiseret laboratorieudstyr og et fugtighedskammer, som igen kan være uegnet til store komponenter i rustfrit stål. Testning kan ikke skræddersys til forskellige rustfrit stålkvaliteter, og ASTM-standarden kræver mindst en 24-timers testcyklus. Og som i andre tests kræver mislykkede komponenter omarbejdning og yderligere dekontaminering.
kobbersulfat Test., Kobbersulfattesten accepteres sjældent i fødevareindustrien på grund af dens giftige natur. Faktisk forbyder ASTM brugen af denne test på komponenter i rustfrit stål”, der skal bruges til fødevareforarbejdning.”
testen, der kræver vandige kobbersulfatopløsninger” ikke mere end to uger gamle ” anvendes til specifikke kvaliteter af austenitiske, martensitiske, ferritiske og nedbørshærdede stål, der er mindst 16 procent krom.
Kaliumferricyanid-salpetersyretest., Dette anbefales, når detektering af meget små mængder frit jern er påkrævet på austenitic 200 og 300 serie rustfrit stål. Som med kobbersulfat-testen forbyder ASTM brugen af denne test på komponenter i rustfrit stål, der anvendes i fødevareforarbejdningssektoren. Det anbefales ikke til ferritiske eller martensitiske stål på grund af de falske positiver, som testen har tendens til at give på disse materialer. Testopløsningen skal også udarbejdes dagligt.,
et nyere Alternativ: den åbne Kredsløbspotentiale Test
designet i et bærbart system, der kan bringes til arbejdet, kvalificerer denne test stabiliteten og tykkelsen af det passive Chromo .idlag af rustfrit stål. Testen måler ledningsevnen for to punkter, hvor strømmen passerer gennem en væske i en sensor, der hjælper med at gøre målingen så nøjagtig som muligt.
En enhed viser en numerisk værdi, der beskriver kvaliteten af det passive lag af chromoxid., En positiv værdi indikerer, at prøven passiveres, mens en negativ værdi indikerer, at den ikke er. jo højere værdi, jo tykkere og mere modstandsdygtig er det passive lag.

en prøvningsenhed, der opererer under princippet om åbent kredsløbspotentiale, verificerer, at et produkt af rustfrit stål er fuldstændig passiveret.
passivering spørgsmål
korrekt passivering og test giver dokumentation—det være sig manuel eller digital—kritisk for enhver fabrikator med speciale i rustfrit stål., Korrekt dokumentation tjener som en vigtig rekord, der viser emner blev testet for passivering.passivering af rustfrit stål er en vigtig bekymring for fabrikanter, svejsere og producenter, der køber, sælger eller arbejder med det allestedsnærværende og væsentlige materiale. Takket være passiveringstestere har virksomheder værktøjer i deres arsenal til at accelerere, opdage og måle passivering samt reducere omkostninger forbundet med omarbejdning af afviste rustfrit stålprodukter.,
Jonathan Douville er senior produkt manager, R&D international, på Walter Overflade Teknologier, 810 Dag Hill Road, Windsor, CT 06095, 860-298-1100. Billeder venligst udlånt af Surfacealter Surface Technologies.